Ak hľadáte možnosť výmeny konvenčného zváracieho transformátora, zvárací invertor je najlepšou voľbou. Zvárací invertor je praktický a pracuje na jednosmerný prúd. Riadenie prúdu sa udržuje pomocou potenciometra.
Autor: Dhrubajyoti Biswas
Používanie topológie s dvoma prepínačmi
Pri vývoji zváracieho invertora som použil forwardový invertor s topológiou dvoch spínačov. Tu vstupné sieťové napätie prechádza cez EMI filter, ktorý sa s veľkou kapacitou ďalej vyhladzuje.
Pretože však impulz zapínacieho prúdu má tendenciu byť vysoký, je potrebné prítomnosť obvodu softstartu. Pretože je spínanie ZAPNUTÉ a kondenzátory primárneho filtra sa nabíjajú cez rezistory, výkon sa ďalej vynuluje zapnutím relé.
V okamihu, keď dôjde k prepnutiu napájania, IGBT tranzistory sa zvyknú používať a ďalej sa aplikujú prostredníctvom pohonného transformátora prednej brány TR2, po ktorom nasleduje tvarovanie obvodu pomocou regulátorov IC 7812.
Používanie IC UC3844 na riadenie PWM
Riadiaci obvod použitý v tomto scenári je UC3844, ktorý je veľmi podobný UC3842 s limitom šírky impulzu na 50% a pracovnou frekvenciou do 42 kHz.
Riadiaci obvod odoberá energiu z pomocného zdroja 17V. Kvôli vysokým prúdom využíva prúdová spätná väzba transformátor Tr3.
Napätie snímacieho registra 4R7 / 2W je viac-menej rovnaké ako prúdový výstup. Výstupný prúd je možné ďalej regulovať potenciometrom P1. Jeho funkciou je merať prahový bod spätnej väzby a prahové napätie kolíka 3 na UC3844 je 1V.
Jedným dôležitým aspektom výkonového polovodiča je to, že potrebuje chladenie a väčšina generovaného tepla sa vytláča vo výstupných diódach.
Horná dióda, ktorá sa skladá z 2x DSEI60-06A, by mala mať kapacitu na zvládnutie prúdu v priemere 50A a straty do 80W.
Spodná dióda, tj. STTH200L06TV1, by tiež mala mať priemerný prúd 100 A a stratu do 120 W. Na druhej strane je celková maximálna strata sekundárneho usmerňovača 140 W. Výstupná tlmivka L1 je ďalej spojená so zápornou koľajnicou.
Toto je dobrý scenár, pretože chladič je blokovaný vysokofrekvenčným napätím. Ďalšou možnosťou je použiť diódy FES16JT alebo MUR1560.
Je však dôležité vziať do úvahy, že maximálny prúd prúdu dolnej diódy je dvojnásobný oproti prúdu hornej diódy.
Výpočet straty IGBT
V skutočnosti je výpočet straty IGBT zložitý postup, pretože okrem vodivých strát je ďalším faktorom aj strata.
Tiež každý tranzistor stráca okolo 50W. Usmerňovací mostík tiež stráca výkon do 30 W a je umiestnený na rovnakom chladiči ako IGBT spolu s resetovacou diódou UG5JT.
K dispozícii je tiež možnosť nahradiť UG5JT za FES16JT alebo MUR1560. Strata výkonu resetovacích diód tiež závisí od spôsobu konštrukcie Tr1, aj keď v porovnaní so stratou energie z IGBT je strata menšia. Usmerňovací mostík zodpovedá tiež za stratu výkonu okolo 30W.
Ďalej je potrebné pri príprave systému pamätať na zmenu mierky maximálneho faktora zaťaženia zváracieho invertora. Na základe merania potom môžete byť pripravení zvoliť správnu veľkosť merača navíjania, chladiča atď.
Ďalšou dobrou možnosťou je pridať ventilátor, pretože to bude udržiavať kontrolu nad teplotou.
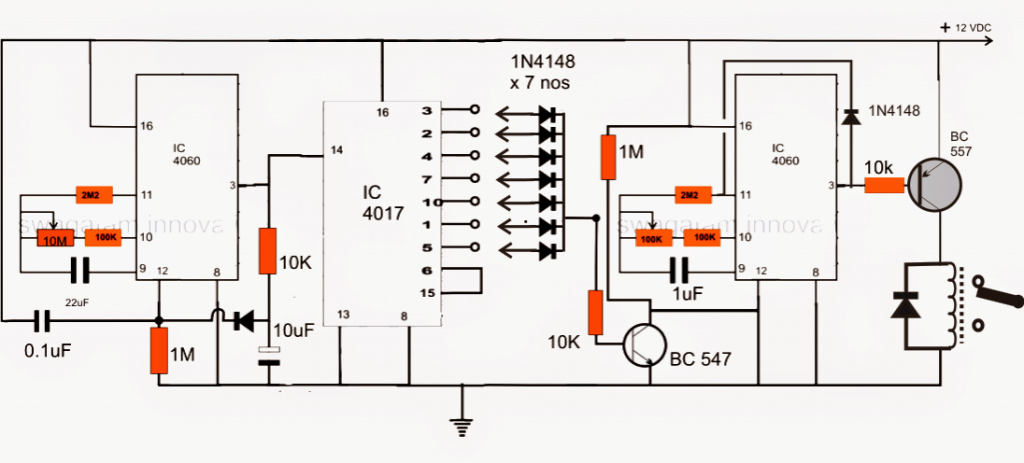
Schéma zapojenia

Detaily vinutia transformátora
Spínací transformátor Tr1 má dve feritové jadrá EE a oba majú stredovú časť stĺpca 16 x 20 mm.
Preto sa celkový prierez počíta s rozmermi 16x40mm. Je potrebné dbať na to, aby v oblasti jadra nezostali vzduchové medzery.
Dobrou možnosťou by bolo použiť 20 závitov primárneho vinutia tak, že by ste ho navinuli 14 drôtmi s priemerom 0,5 mm.
Sekundárne vinutie má na druhej strane šesť medených pásov s rozmermi 36x0,55 mm. Predný pohonový transformátor Tr2, ktorý je navrhnutý na nízku rozptylovú indukčnosť, sleduje postup trifilárneho vinutia s tromi skrútenými izolovanými drôtmi s priemerom 0,3 mm a vinutiami 14 závitov.
Sekcia jadra je vyrobená z H22 so stredným priemerom stĺpa 16 mm a nezanecháva žiadne medzery.
Prúdový transformátor Tr3 je vyrobený z potlačovacích tlmiviek EMI. Zatiaľ čo primárne zariadenie má iba 1 závit, sekundárne je zranené 75 závitmi drôtu 0,4 mm.
Jednou dôležitou otázkou je zachovať polaritu vinutí. Zatiaľ čo L1 má feritové jadro EE, stredný stĺp má prierez 16x20mm, ktorý má 11 závitov medeného pásu 36x0,5mm.
Ďalej je celková vzduchová medzera a magnetický obvod nastavený na 10 mm a jeho indukčnosť je cca 12uH.
Spätná väzba napätia skutočne nebráni zváraniu, ale určite ovplyvňuje spotrebu a stratu tepla v pohotovostnom režime. Použitie napäťovej spätnej väzby je dosť dôležité kvôli vysokému napätiu okolo 1000V.
Regulátor PWM navyše pracuje pri maximálnom pracovnom cykle, čo zvyšuje mieru spotreby energie a tiež vykurovacie komponenty.
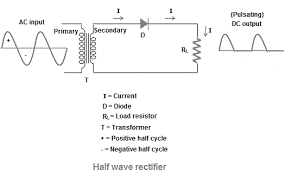
310 V ss sa dalo extrahovať zo siete 220 V po usmernení pomocou mostíkovej siete a filtrácii cez pár 10 uF / 400 V elektrolytických kondenzátorov.
Zdroj 12V je možné získať z pripravenej jednotky adaptéra 12V alebo vyrobiť doma pomocou poskytnutých informácií tu :
Hliníkový zvárací obvod
Túto žiadosť mi predložil jeden z oddaných čitateľov tohto blogu, pán Jose. Tu sú podrobnosti požiadavky:
Môj zvárací stroj Fronius-TP1400 je plne funkčný a nemám záujem meniť jeho konfiguráciu. Tento stroj, ktorý má svoj vek, je prvou generáciou invertorových strojov.
Je to základné zariadenie na zváranie obalenou elektródou (MMA zváranie) alebo wolfrámovým oblúkovým plynom (TIG zváranie). Prepínač umožňuje výber.
Toto zariadenie poskytuje iba jednosmerný prúd, čo je veľmi vhodné pre zváranie veľkého množstva kovov.
Existuje niekoľko kovov, ako je hliník, ktoré kvôli svojej rýchlej korózii pri kontakte s okolitým prostredím vyžadujú použitie pulzujúceho striedavého prúdu (štvorcová vlna 100 až 300 Hz), čo uľahčuje elimináciu korózie v cykloch s obrátenou polaritou a otáčanie topenia v cykloch priamej polarity.
Existuje názor, že hliník neoxiduje, ale je nesprávne, že sa stane, že v okamihu, keď dôjde k jeho kontaktu so vzduchom, sa vytvorí tenká vrstva oxidácie, ktorá ho potom uchová pred ďalšou oxidáciou. Táto tenká vrstva komplikuje prácu pri zváraní, preto sa používa striedavý prúd.
Mojou túžbou je vyrobiť pripojené zariadenie medzi svorkami môjho zváracieho stroja na jednosmerný prúd a horáka, aby sa získal ten striedavý prúd v horáku.
To je miesto, kde mám ťažkosti, v okamihu, keď som postavil dané zariadenie na prevod z CC na AC. Mám rád elektroniku, ale nie som odborník.
Takže dokonale rozumiem tejto teórii. Pozerám sa na IC HIP4080 alebo podobný datový list a vidím, že je možné ho použiť na môj projekt.
Ale mám veľké ťažkosti v tom, že nerobím potrebný výpočet hodnôt komponentov. Možno existuje nejaká schéma, ktorú je možné použiť alebo prispôsobiť, nenájdem ju na internete a neviem, kde hľadať, preto vás žiadam o pomoc.
Dizajn
Aby sa zabezpečilo, že zvárací proces dokáže eliminovať oxidovaný povrch hliníka a vynútiť účinný zvarový spoj, mohla by byť existujúca zváracia tyč a hliníková doska integrovaná s úplným stupňom budiča mosta, ako je uvedené nižšie:

Rt, Ct je možné vypočítať pomocou pokusov a omylov, aby mosfety oscilovali pri akejkoľvek frekvencii medzi 100 a 500 Hz. Presný vzorec, na ktorý sa môžete odvolávať tento článok .
Th 15V vstup môže byť napájaný z ľubovoľnej jednotky adaptéra 12V alebo 15V AC na DC.
Dvojica: Regulačný obvod s premenlivou intenzitou LED Ďalej: Obvod transformátora halogénových žiaroviek SMPS